
By Liz Stevens, writer, Plastics Business
Many Manufacturers Association for Plastics Processors (MAPP) members are in the vanguard of companies exploring, embracing and implementing advanced automation in plastics processing. One outstanding MAPP member is striving to build new functionality from proven technologies to make immediate improvements in its productivity and product quality. APMC, a company on the leading edge of manufacturing technology, has combined multiple mechanical automation innovations. The result is a reengineered production line around a press which cuts labor, compresses cycle times and hardens quality – at scale.
American Plastic Molding Corporation (APMC), Scottsburg, Indiana, provides injection molding, finished goods assembly and engineering to customers in the automotive, consumer/appliance, electric/utility, healthcare, industrial, lawn and garden, material handling, office furniture and on-highway sectors.
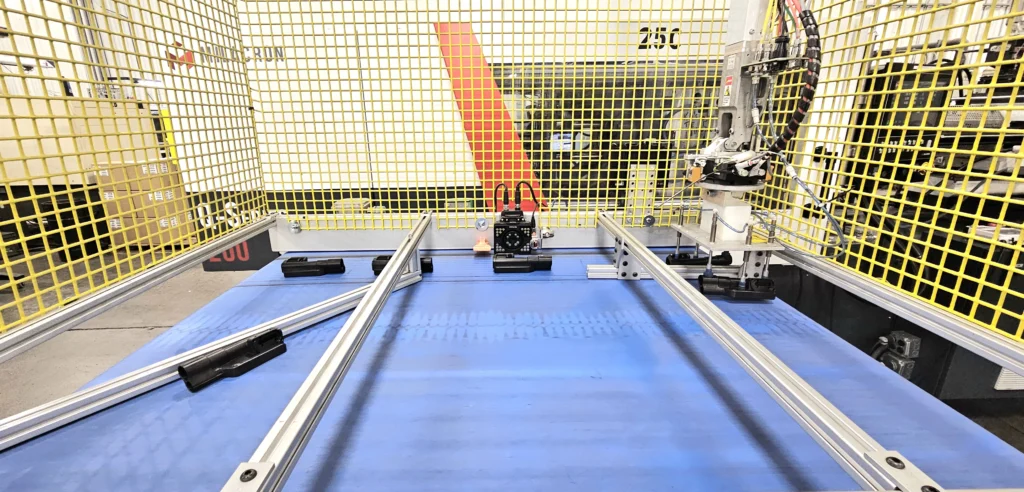
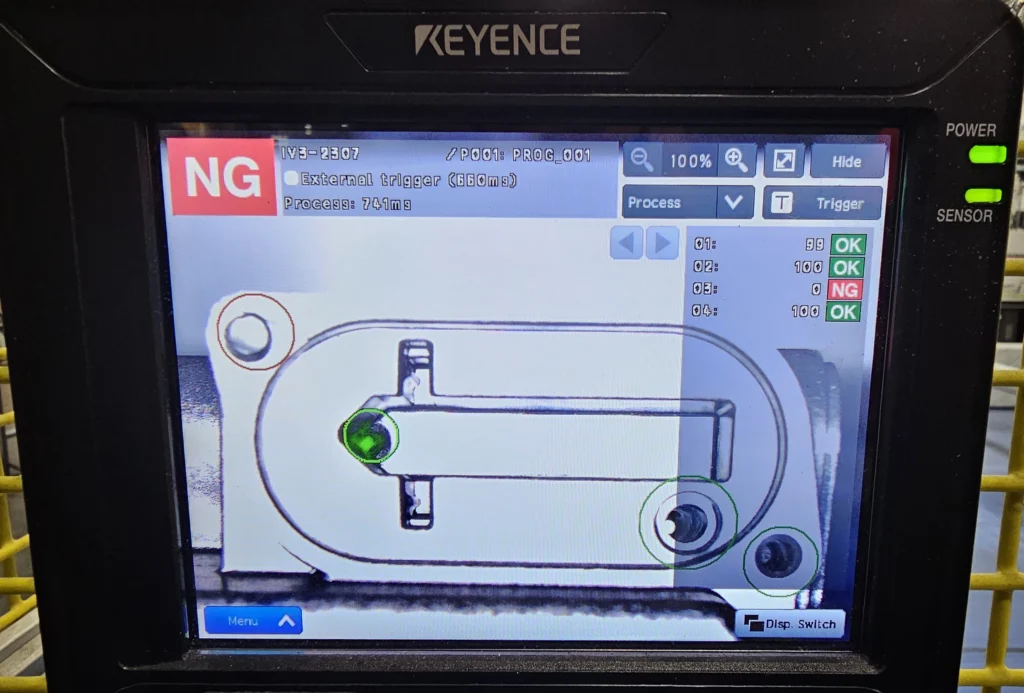
To reengineer a production line for 100% effectiveness in catching all defects, the APMC team settled on an integrated system around its 2024 Milacron molding machine. The system includes a robot, end-of-arm tooling (EOAT), motion, artificial intelligence (AI), vision and air power. At this press, molded parts are extracted using a custom end-of-arm tool on a Star Automation robot that then places each part on a moving conveyor. The parts pass a Keyence IV3 vision system, which is programmed to inspect four critical holes in the parts, leveraging AI and machine learning to correctly accept or reject each part. Accepted parts continue forward on the conveyor for packaging, while rejects are diverted via a burst of air to another section of the conveyor that delivers them to a rejects bin.
Plastics Business asked APMC about the inspiration, process and tools used, and lessons learned while implementing this system. Mike Cook, APMC’s CEO; David Williams, plant manager; and Randy Allen, the engineer who spearheaded the project, shared details about the initiative.
“I work on automation and process improvement at the company,” said Allen. “A large part of my role is identifying where robotics, tooling and inspection technology can improve consistency, quality and efficiency in our molding operations.” Allen works closely with production, tooling and maintenance at APMC to design and implement systems that are practical and reliable on the production floor.
The Inspiration
“This project was driven by the need to inspect a multi-cavity molded part with several critical holes at full production speed,” Allen explained. “Manual inspection and sampling were not practical, so we wanted a system that could inspect every part without slowing production.”
This work cell delivered product on a 35-second cycle time for two cavities. The robot’s press extraction and product placement movements, the rate for the conveyor system and the Keyence system’s vision-in-motion needed to match that speed. “The 35-second cycle time was plenty of time for the Star robot to pick parts out of the machine,” said Allen. “As soon as the robot ascends to its vertical height of zero, the machine starts closing again. I was able to speed up the robot to move to the conveyor and drop one part, and my speed adjustment was mostly for the robot.”
Plant Manager David Williams noted that adjusting the speed overall for the work cell was dictated by the time needed for a thorough quality inspection. “From a speed standpoint, it isn’t so much about producing the plastic parts as it is about the visual inspection and the critical details that need to be inspected,” he said. “That is where the camera really comes into play because it needs only milliseconds to take each quality control picture – as opposed to a first line inspector who needs 15 to 20 seconds per part to do a very good visual inspection.”

The Innovation Design
“This project gave us an opportunity to bring together several automation efforts we have been developing internally over the past few years,” said Allen. “We landed on this solution by combining concepts we already knew worked well. Over the last couple of years, we have focused heavily on custom end-of-arm tooling, part separation and conveyance, and separately on robotic part removal and vision inspection. This project allowed us to combine those elements into one integrated system using a Star Automation robot and a Keyence IV3 vision system.”
One of the biggest lessons learned was the value of internal collaboration.
Allen explained that the project’s design and implementation were done through internal collaboration at APMC. “The end-of-arm tooling was designed and built in our onsite mold shop, which allowed us to control part handling and orientation,” he said. “The end-of-arm tooling itself was pretty straightforward, for what we would call an open and close mold,” Allen said. “We started by working with our tool shop, which had the mold design. I knew exactly how I wanted to present the molded parts to the camera and the tool shop built the end-of-arm tooling to my specifications to accomplish that.” The Star Automation robot rotates with the extracted molded parts and delivers them to the conveyor. “It is programmed to descend to drop the first part,” he explained, “then ascend, rotate and descend again to drop the second part.”
Williams said, “Adding rotation was a fairly common add-on feature for programming the robot, but the multiple moves in conjunction with each other for this cell were slightly more complex.”
The most complex aspect of the project was not in designing the end-of-arm tooling or timing the cell’s actions with the production speed. “The most complexity,” said Allen, “was in programming the vision system to get its timing right for taking a picture of a part that is in motion on the conveyor, along with the timing, if a bad part is detected, for the subsequent air blast that redirects that part.”
Measuring Quality
In this production cell, gauging a part’s quality requires a very keen eye. “For this product, there can be hole-related defects that begin occurring in a single cavity,” Allen said. “There is a total of four holes in it, two of which are through bolts. The smallest hole is 60 thousandths of an inch in diameter, and it is inspected to make sure it is open because that opening is critical for the product. The other two holes are required for set screws, for attachment to its mating part.”
Williams described the most critical small hole: “In most automation projects, you purposely create controlled rejects while testing the cell so you can verify the system is detecting defects properly,” he said. “For this job, the most critical hole was so fine that we used a piece of mechanical pencil lead to block it and create a defect during testing. That gives you an idea of just how small and precise that hole really is.”
Dealing with Rejects
“The Keyence system doesn’t identify the root cause of defects,” said Allen, “but it does separate any suspect parts before they reach the operator. Because those parts are isolated, we can visually inspect them and compare them to the vision system’s reject images. That separation makes it much easier to spot patterns like defects tied to a specific cavity and trace the root cause quickly.”
In this work cell, parts that are deemed rejects by the Keyence system are diverted from the main forward motion of the conveyor pathway by a burst of air. “With the complexity of the programming the robot, the camera and everything,” said Allen, “this was the best way to divert a part away from the finished goods box and route it to a different location.”
Williams explained APMC’s use of air. “We have five or six systems in-house where we are doing some type of vision while parts are in motion,” he said. “A puff of air is the cheapest way to divert parts, rather than using a servo-driven arm or a diverter chute. It’s cheap, effective, easy to set up and has virtually no maintenance. Once it’s set up, it’s good.”
The automation in the work cell, as a whole, requires little maintenance. “Maintenance requirements have been minimal,” Allen said. “The robot, vision system and EOAT are all robust. Most of the maintenance consists of routine cleaning and periodic checks to ensure alignment and proper operation.”
Lessons Learned
Through the process of designing, testing, implementing and using the automation day-to-day, APMC combined lessons learned from previous robotic and vision systems and refined the target cell’s functionality through testing and startup to ensure it was stable and repeatable at full production speed. “One of the biggest lessons learned was the value of internal collaboration,” Allen said. “Designing and building the EOAT in-house and applying lessons from multiple previous automation projects made the system more reliable. Another lesson was that effective automation often comes from combining proven ideas rather than creating something entirely new.”
“We have many instances of combining proven ideas,” Allen continued, “like with our use of the air blast approach, which already was proven on other systems. We have already deployed Keyence vision systems, and they have proven to be easy, straightforward cameras to use. So now when we set up a camera for a new automation project, it’s second nature.”
Being able to inspect every part and automatically separate good parts from rejects was a significant improvement over manual inspection or sampling.
Star Automation’s robots also have become proven technology. “100% of our robots are from Star Automation,” said Allen, “I have used them for my 30-year tenure, and I now am very familiar with the backline program inside this equipment.”
Mike Cook explained the company’s preference for proven solutions and its approach to technology adoption. “Given our size and scale,” he said, “we aim to be on the leading edge of technology, but not the bleeding edge. We avoid investments with a high risk of failure and take a more deliberate approach based on our resources. That said, we still want to be near the front of the line for new technologies, just behind the first adopters.”
The payoff was easy to gauge for APMC’s investment in this technology. “We measured success through reduced scrap, improved quality consistency and faster detection of issues,” Allen said. “Being able to inspect every part and automatically separate good parts from rejects was a significant improvement over manual inspection or sampling.” This project will be a template for future automation. “We are already looking at other opportunities to apply similar robotic handling, EOAT and vision inspection solutions across additional parts and processes,” Allen said.
Impact on the Industry
Allen commented on the impact of automation technology on the industry. “As robotics and vision systems continue to become more accessible and easier to implement,” he said, “we expect broader adoption across the plastics industry. These technologies allow manufacturers to detect problems earlier and maintain tighter process control.”
As for combining multiple technologies into a single production line, Allen explained that integrated technologies are still in the early stages. “There are a few vendors dabbling in vision and motion – similar to what we are doing – to control a robot that will pick a part as it is moving down a conveyor belt, present it to a camera to be inspected and then put it in the finished goods box,” he said. “Commercialized vision in motion is coming, but it’s not quite here yet. That is what is going to make automation better for pretty much all injection molders.”
Williams noted that the industry will soon feel the impact of another emerging technology: humanoid robots. “As humanoid robots continue to advance and become more widely available over the next several years, they’re going to be a real game changer,” Williams said. “With integrated vision, sensors and the ability to work within the same spaces and layouts already designed for humans, they have the potential to significantly reshape how we think about automation. It’s a technology we’ll need to keep a close eye on as it develops.”
Cook stated that as a custom injection molding shop, APMC approaches automation differently than companies that produce on a large scale. “We need to maintain the ability to be nimble and quick and flexible,” he said.
The company’s automation innovation has ensured the quality of critical aspects of its parts production, reduced defects overall and led to significant labor savings for the inspection process.
APMC is a MAPP Innovation Awards winner and is included in the 2025 Innovation Awards Playbook, available for preview at www.mappinc.com.
More information: www.apmc.com