
By Liz Stevens, writer, Plastics Business
Two MAPP member companies recently have implemented new technological innovations. Both companies now count on advanced vision-based technologies to give them very detailed insight into crucial elements of their operations – delivering more data points than could ever have been captured manually. The companies leveraged this data to boost precision, speed, safety and profitability – positioning themselves for new opportunities.

Scanning the Horizon at American Plastic Molding
American Plastic Molding (APM), Scottsburg, Indiana, offers injection molding, finished goods assembly and engineering to a range of markets, including automotive, consumer/appliance, healthcare, industrial and more. APM added a Keyence 3D Scanner, which is used for two purposes at the company. APM’s plant manager, David Williams, filled Plastics Business in on some of the main details.
“We’ve implemented the Keyence VL-700 in our Quality department,” Williams said. “It is used primarily for production part approval process (PPAP) submissions and reverse engineering. The system gives us the capability to validate parts during the approval process and capture geometry for reverse engineering when needed.” The initial goal was to improve accuracy and speed in part approvals. “The VL-700 stood out because it captures full 3D geometry quickly and precisely,” Williams explained. “It also gives flexibility for reverse engineering, which adds value for customer support.”
The Keyence VL-700 consists of a 3D scanner, analysis software and supporting hardware. The scanner captures objects up to 300 × 200 mm in a single scan, or up to 580 × 300 × 200 mm by automatically stitching multiple scans together. This technology enables one-click scanning that captures high-resolution data without requiring stickers or the special alignment needed with other scanning technologies. “After the scanned data is captured,” said Williams, “it is automatically converted to CAD full-color textured 3D mesh data within APM’s proprietary software, and then output for use with our other applications. This enables us to pull in CAD data for direct comparison with scanned parts, allowing us to quickly identify deviations, validate dimensions and ensure that parts meet design specifications.”
On the heels of this implementation, APM is eyeing other production processes that would benefit from this type of technology. “While the VL-700 currently is used in Quality for PPAP and reverse engineering,” Williams said, “we are exploring other scanning technologies that could operate directly on the production floor, in real time. In-line scanning would allow us to catch dimensional deviations as parts are molded, providing immediate feedback and helping further improve efficiency and consistency. The technology advances in this realm are impressive, and we always are looking for ways to make our processes smarter and faster.”
Williams shared advice for other companies that are considering adding similar technology and automation. “I would suggest starting with a clear objective,” he said. “Our objective was faster and more accurate PPAPs, which makes it easier to measure benefits and gain organizational buy-in.” He also suggested including affected company departments in the project from the start of an automation effort. “I recommend involving cross-functional teams – engineering, quality and IT – early, so the system integrates smoothly. And invest in training so that the quality personnel and the engineers feel confident using the new technology.”
This was APM’s first venture into 3D scanning, and Williams sees it having value for APM as well as being a technology that will be embraced by the industry as a whole. “As customer expectations for speed and precision continue to rise, technology like this helps us deliver higher-quality results faster,” he said. “We believe it will have a meaningful impact across the injection molding industry in the coming years.”
This automation markedly increased APM’s measurement accuracy and the throughput of measuring in its Quality Control department. In addition to slashing production PPAP lead times by 50%, the addition of the scanner has grown the slate of valuable services that APM can offer to its customers.
Polygon Composites Technology Has Its Eye on Greater Productivity
Polygon Composites Technology, Walkerton, Indiana, provides design and engineering, machining, materials, production and quality assurance to the agriculture, construction, medical, oil and gas industries and many more. Polygon put a computer vision and AI modeling system to work tracking workstation activity to measure KPIs on throughput, work in progress (WIP) and cycle time. The system more precisely tracks information that formerly was gathered manually, and it records additional data on activity within the workstation’s perimeter, arming the company with the knowledge needed to eliminate work bottlenecks and to increase throughput and cycle time. Polygon’s Ben Fouch, vice president of strategy and operations, and Carrie Ackenhusen, vice president of medical manufacturing, described the ins and outs of this automation project.
The workstation at the center of this initiative is a McClean Anderson filament winding station. In Polygon’s filament winding process, multiple continuous fibers are pulled from spools, dipped individually into a resin bath, pulled further to remove excess resin, and then the multiple strands are wound around a single mandrel prior to baking to harden. The company relied on manual operator documentation at each machine, but this information did not tell the
whole story.
“We previously tracked utilization (% of time on job), efficiency (earned hours / actual hours) and productivity,” said Fouch. “Those KPIs were measured based on
operator-entered information via Shop-Trak, a plant-floor data collection tool associated with Syteline. Other data points were manually collected by hand as needed.”
The filament winding process at Polygon was creating a capacity bottleneck. The operators of this machine complete multiple off-machine tasks while the machine is running a program to wind a filament composite tube. “There was no reasonable way to track all the information we believed we needed to address the primary causes of lost throughput or machine downtime,” said Fouch. “And it was difficult to get data off the machine itself about these types of events.”
Polygon wanted more and better data but saw that it would be very costly to add control engineering and operational technology (OT) infrastructure to capture metrics like cycle times, throughput and WIP levels for each piece of equipment. The company decided to consider vision systems and AI solutions. It turned to ClearObject, a company that creates custom solutions to enhance efficiency, output, safety and profitability for manufacturers. ClearObject offers edge-based artificial intelligence, generative AI, computer vision, machine learning, Internet of Things and cloud technologies. “ClearObject was a partner whose solution used open architecture tools (both software and hardware) that could integrate into other systems,” Fouch explained, “and the company offered it in an affordable proof-of-concept offering to build confidence in the tool before scaling. With all the new technology coming to manufacturing, we increasingly see that the best providers build their tools as services that can be integrated into a broader suite of tools.”
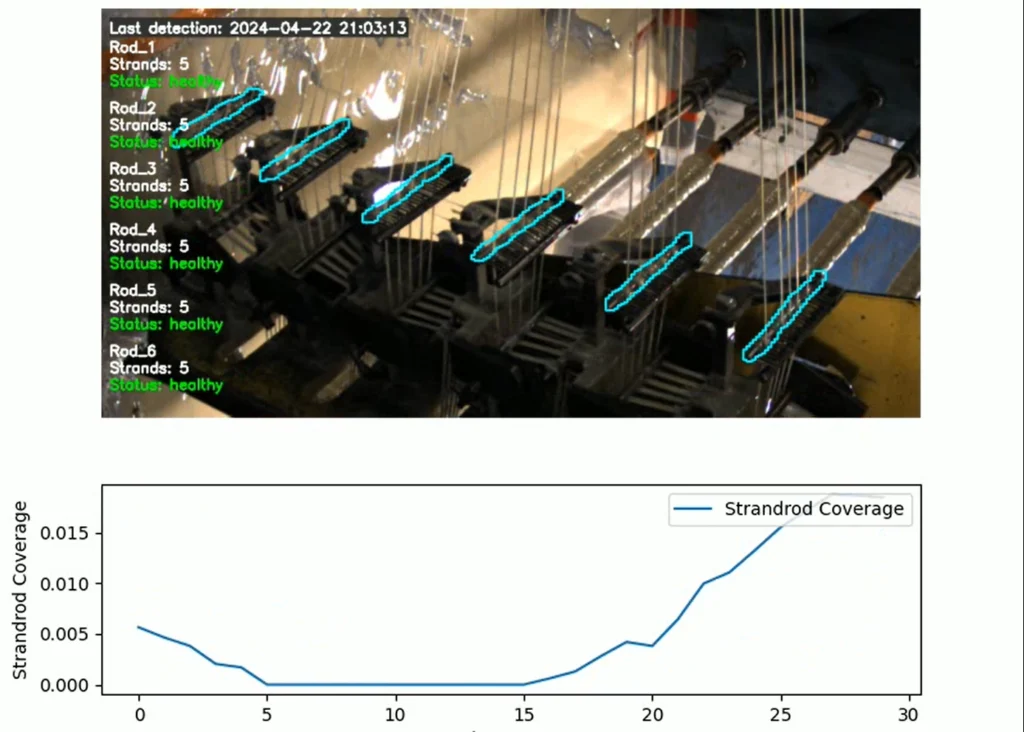
The cameras for ClearObject were positioned in three locations around the winding machine to detect strand breakage, machine up-time, mandrel count (up to six), operator availability and WIP levels. “We also have used the lessons from this project to train object detection models to identify when operators are available at machines,” Fouch said. “We have experimented with transmitting data into the cloud as well as doing the processing locally, with data going directly into visualization dashboards or into relational tables in our databases.” Polygon’s enterprise resource planning (ERP) system uses the video streams plus additional operator-supplied data (via Shop-Trak) to create a more complete view of what happens during a job. “And, since the pilot of this project,” Fouch noted, “we also have implemented cameras throughout our plant for a different reason – safety.”
Fouch described how the ClearObject deployment addressed Polygon’s production constraints. “The vision system helped us get around limitations in what data we could pull directly from the machines,” he said, “and we began tracking things like machine up-time. Even in capturing just a few weeks of data, we saw lower-than-expected up-time, and this data pointed to specific improvement areas.” ClearObject also helped the company identify that its carriage speed on the machine was varying more than the machine’s winding program dictated. This was because operators, for valid reasons, were manually slowing the carriage rate. “The result was that we now had the information necessary to identify root causes and address them,” said Fouch. “This included actions like reducing WIP congestion around the machine, reorganizing tooling and measurement devices to be nearer the operators, setting new standards on expected machine RPMs and changing process parameters like winding tension to prevent downtimes.”
This technology has helped Polygon to optimize WIP and reduce cycle times. “We reduce cycle times by increasing throughput or by reducing WIP,” Fouch explained. “We love using manufacturing frameworks like Little’s Law, which tells us that the time it takes for a job to go through our system depends primarily on the throughput of our machines and the number of jobs on the floor.” Collecting data from a machine can tell Polygon how much throughput it has, but it cannot tell how much WIP is in front of a machine. One way Polygon wanted to track this WIP was via computer vision’s object detection capabilities. “By tracking the amount of WIP in front of a machine,” said Fouch, “we can begin to implement rudimentary controls on congestion (which we have since implemented based on ERP data). We increased throughput by improving up-time, which was primarily done by attacking the root causes of unplanned downtime.”
Implementation of this investment began to pay off quickly. “There were short-term benefits from the pilot,” Fouch said. “It provided insights over a time horizon that was not feasible for traditional time studies or Kaizen multi-day brainstorming sessions. We were able to act on those improvement areas in just days or weeks because the root causes were not complicated.” Fouch said that further improvements will require making more complicated changes to the machines and the associated process.
Implementing this innovation project taught Polygon lessons that will be valuable for future technology investments as well as future in-house projects. “ClearObject was very kind during the project to walk us through the hardware, software architecture and procedures for the computer vision solution,” said Fouch. “We completed the project with a much deeper appreciation of where vision works well, and where it does not. ClearObject gave us a design pattern that we can use for our own home-grown vision projects, such as our use of open-source models to track operator availability percentages at other bottleneck machines.” For complex mission-critical vision solutions, especially those related to safety, Polygon also now appreciates the value proposition these technology vendors offer. “Computer vision is not a panacea,” Fouch asserted. “It is a tool with very specific scenarios where it works well. And, ultimately, the use case must be compelling enough to invest in the ongoing upkeep or tuning necessary to keep the AI model accurate.”
Polygon’s own vision for its future includes more innovation facilitated by open architecture. “In the last 10 years,” said Fouch, “we have seen an evolution in the OT space away from monolithic tools for SCADA, MES and low-level plant connectivity toward individual services-based open architectures. We also have seen several competing models that unify the information coming from the plant floor with shared context (e.g., the Unified Namespace, which identifies, gathers and exchanges real-time data in a central location). Our innovation aspirations require high volumes of data wrapped in its relevant context – collecting that kind of fuel by implementing a modern OT tech stack will be the priority.”
After this foray into vision systems and AI modeling, Fouch commented on whether these technologies will become commonplace for manufacturers. “Right now, we are in a hype cycle around AI generally, but vision systems specifically have been in place in industry for quite some time,” he said. “They can be very useful if the limitations are kept in mind. Issues like model fragility in the face of changing operating conditions are not going away, but newer techniques like using generative AI for synthetic data generation will continue to advance the technology.”
He predicted that broader AI tools, most notably LLMs, will become more compelling when manufacturers invest in equipping their domain experts with the requisite knowledge. “These manufacturing technologists are not trained in a university,” he said. “The skills are overwhelmingly developed on the job. The most promising work I see in this area is coming from system integrators and select OT vendors. They are, for example, introducing agentic workflows (a series of connected steps dynamically executed by an AI agent) to monitor overall production.”
As these examples show, vision systems and AI modeling are no longer futuristic concepts – they are practical tools driving measurable gains in quality, efficiency and insight. For manufacturers seeking to stay competitive, investing in technologies that deliver actionable data can transform operations and open doors to new opportunities. These inspirational accounts of improving a company’s insights with advanced technology were featured in the 2024 Benchmarking and Best Practices playbook.
More information: www.apmc.com and www.polygoncomposites.com