
By Justin Carter, conveying products manager, Conair
Vacuum conveying systems use a moving stream of air to pick up plastics material at a source and move it through a system of tubes to a selected destination. The speed and density at which the material moves depend not only on pump power, which creates vacuum suction in the line, but also on the volume and velocity of the air that rushes in through the feed tube and over the plastic material at the pickup point. Creating and maintaining the right line pressure and air-to-material ratio from source to destination are the keys to successful conveying.
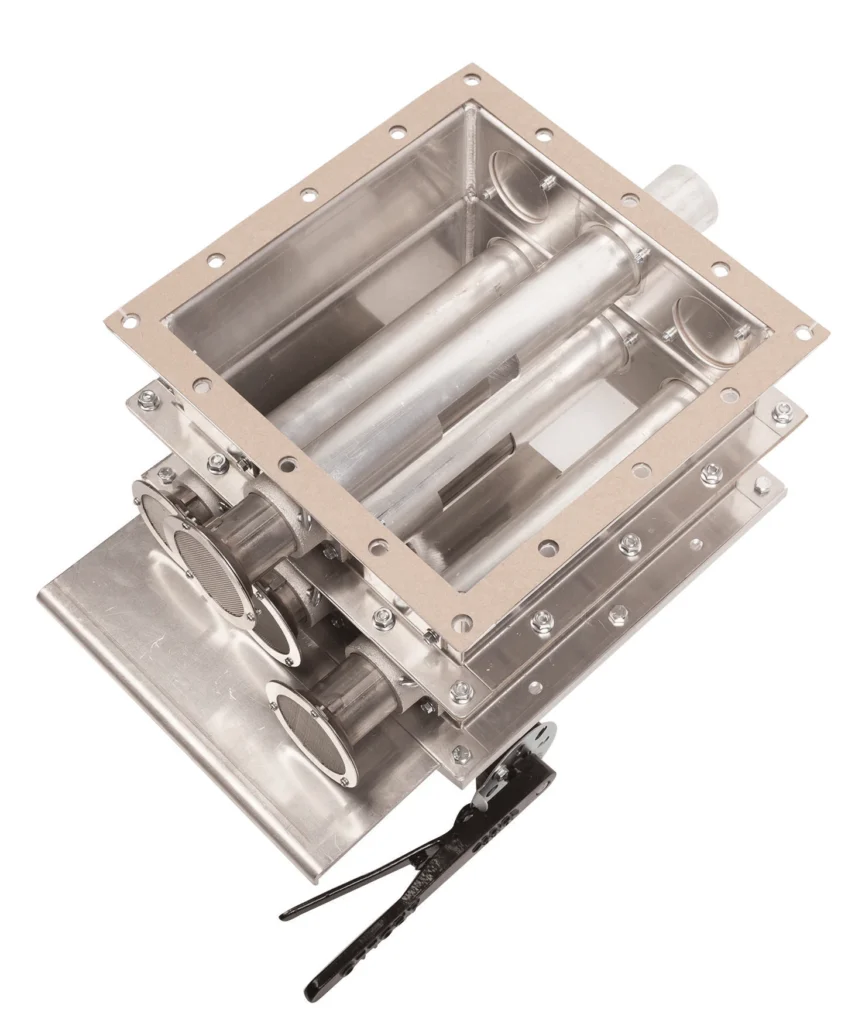
In typical conveying systems, the only way to regulate pressure and air-to-material ratios is movable feed tubes in the resin distribution box (Illustration 1). But manually setting and maintaining the right conditions for multiple source-destination combinations throughout the system can be tricky.
solution can be disrupted by small changes typical in a working plant environment.

Processors are used to making these manual adjustments but there’s a lot of trial and error involved. If processors allow too much air, they’re blowing material through the system fast enough to cause damage to the material – angel hair or shattering and dust – or to blow holes in the conveying lines. But if processors allow too little air, they’re carrying too much material, the lines are shaking, and those big slugs of material that are coming through can slow down or clog the line. In a lot of cases, processors find a setting that works pretty well and leave it alone until they have an issue.
But beyond feed-tube adjustments, there are other factors that cause constant variations in conveying system performance, including:
- Small vacuum leaks, which often are subtle and difficult to locate.
- Air filter condition, where accumulating dirt and dust can affect vacuum levels on a day-to-day basis.
- Changes in material bulk density, consistency or shape; for example, pellets, variations in regrind quality or dust content.
- Weather and relative humidity, which can affect material weight due to changes in moisture content.
- Plant floor or production modifications that change conveying line configuration or source-to-destination distances.
AI Technology Opens Door for New Approach
In 2023, a Conair team was conducting tests to develop “ideal” conveying conditions for a variety of materials, to help processors set up and calibrate conveying controls. And, like operators everywhere, the team encountered problems with adjusting feed tubes in distribution boxes. As feed-tube adjustments were made, the team needed to use marker lines or pieces of tape to track the correct setups. Then, further adjustments often were needed because sometimes the feed tube settings would shift and the resin would start to bind or jam up in the middle of a test.
Soon, the team recognized that in order to really control conveying conditions, it would be necessary to eliminate the variability of the feed tube in favor of a new approach – something that could be monitored and controlled electronically. Further, the team reasoned that if the new approach could employ artificial intelligence, they could develop a conveying process that could recognize and adapt to typical changes.
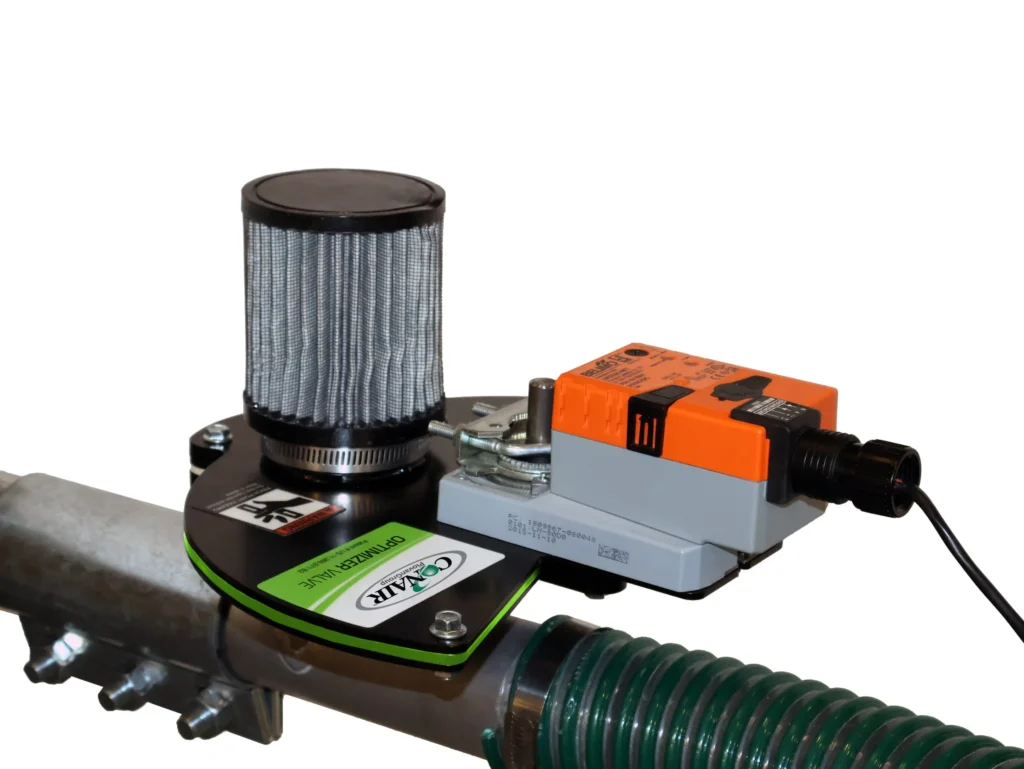
The result is a new and patented conveying option called Conveying with Optimizer™. The system relies on just three components – a SmartFLX conveying control, the Optimizer valve and a pump-mounted pressure transducer – and can be installed or retrofitted into most conveying systems and vacuum pumps.
How the System Works
During installation, the traditional feed tubes are replaced with a fixed, non-adjustable connection, and an Optimizer air valve is placed just upstream on the source line. From that position, the Optimizer air valve takes over control of the pressure and the air-to-material ratio in the conveying line. The valve can close to pull more air – and therefore more resin – through the feed tube at the resin pickup point, or open to reduce airflow at the pickup point.
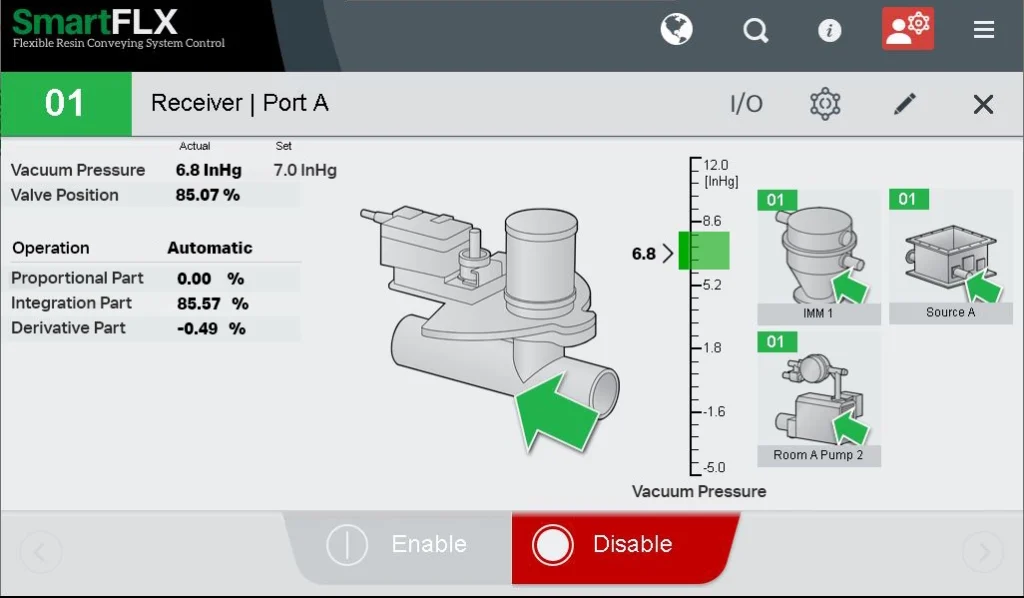
In operation, the valve receives instructions from an AI-driven algorithm in the SmartFLX control. At the start of a cycle, the control recalls the target setpoint stored in memory for that source-to-destination transfer. Then, the control looks at the pump-mounted pressure transducer to determine whether conditions on that line have changed since the last conveying cycle. If conditions are unchanged, the conveying cycle begins: the control regulates the position of the Optimizer valve to achieve the target pressure and complete the cycle.
However, if line conditions have changed, perhaps due to a filter clog, leak or material density or moisture changes, the control regulates the Optimizer valve to adjust the air intake until it reaches the pressure setpoint. The modified valve position is stored for use in the next cycle.
Thus, this AI-driven system begins with a data-based algorithm and stored settings, but continuously queries to “learn” what is going on and adjust for optimized performance. By constantly adjusting to hold an ideal system pressure, the system maintains a constant, stable flow to the receiver. And with flow optimized, the system maximizes pump runtime, pump efficiency and energy utilization.
Some would describe this technology as a form of “cruise control” for the conveying system, and it is an apt comparison. The technology eliminates the most labor-intensive and error-prone part of conveying operation – the manual guesswork and adjustment of feed tubes – so that system operators and maintenance personnel can focus on other tasks.
It should be noted that although the system has the adaptability to deal with many day-to-day performance variations and situations, it cannot adapt to every situation. Therefore, the system also provides an alarm if it is unable to adjust enough to reach and hold the desired setpoint.
Practical Application in the Field
Because the Conveying with Optimizer system is cost-efficient and adaptable to many different conveying systems and pumps, it has gained attention from a growing number of processors. In one recent situation, plant operators were struggling to deliver material to multiple machines using a conventional dilute-phase vacuum conveying system. The closest machine served by the conveying line was 50 ft away, while the furthest was about 300 ft away. Material moved reliably to the first several machines, but material flow to the downstream machines was inadequate, resulting in frequent material surges and inconsistent fill levels
on receivers.
In an attempt to solve the problem, a service team walked the system from beginning to end and performed troubleshooting steps – adjusting feed tubes, looking for leaks, inspecting connections and the rest, but was unable to isolate the problem. At that point, the customer decided to trial the Conveying with Optimizer system, aiming first to serve the most distant receivers where the conveying problems were the worst. Within several load cycles, the new system adapted to provide a much more consistent material pull and consistently filled the receivers.
With that problem solved, the team worked its way back toward the source, connecting the system to serve more and more machines. Ultimately, the customer added Optimizer valves to other lines and expanded the system to serve
the plant.
Justin Carter is a product manager for conveying at Conair Group. Carter is tasked with being Conair’s definitive expert in conveying and leads development of that product line. He joined Conair in March 2016 and has worked as a project manager for both material handling and heat transfer systems. He holds a bachelor’s degree in mathematics.
More information: www.conairgroup.com