
By Liz Stevens, writer, Plastics Business
Bruin Automatic Molding and Eclipse Mold are two companies that have generously shared valuable information about their labor solution automation projects with their industry peers. Their innovations were included in the 2024 Benchmarking and Best Practices playbook.

Bruin Improves Pick, Place and Test Tasks
Bruin Automatic Molding, Marshalltown, Iowa, offers complete plastics injection molding capabilities, assembly, ultrasonic welding and custom packaging. Bruin automated three separate injection molding lines with picking and placing, part removal and part assembly, and part removal, placing, stacking, testing and boxing.
Katie Swaim, marketing specialist; Reeba Bloom, administrative manager overseeing Bruin’s Newton operation; and Jeff Bethel, engineering team lead, provided details about the company’s three automation projects.
Job One: Pick and Place Brass Inserts
Prior to automation, a Bruin employee manually placed four brass inserts per cycle into a mold to ensure proper alignment. The finished parts are ejected from the mold and dropped onto a conveyor belt for processing outside of the work cell. With manual operation, the mold produced 480 parts a day. The project automated the picking and placing of the four brass inserts.
To automate this job, Bruin used an Arburg overhead horizontal linear robot with end-of-arm tooling (EOAT). The robot runs on an overhead tractor tread, back and forth from the work cell interior to a position above the injection molding machine. Inside the work cell, the EOAT picks four inserts from a channel that feeds the inserts from a circular hopper and presents them in the correct orientation. The EOAT rises and moves into position above the molding machine, dropping down into the open mold to insert the four inserts for overmolding.
Bruin chose the Arburg robot for this task because all that was needed was a 3-axis robot. The end-of-arm tooling was built at Bruin, thanks to Senior Designer Ken Miller, who handles all of Bruin’s automation, including EOAT.
With automation, the cycle time for this process decreased by 30% while supporting a 24-hour runtime, increasing production to 2,057 parts per day. This equates to a 328% increase in output, a 75% machine cost reduction and a 100% labor cost reduction.
Job Two: Part Removal and Assembly
On this job, an employee manually removed two halves (base and lid) of a polystyrene dish from a 3+3-cavity mold, fitted them together and set them on a conveyor belt. Bruin’s automation solution included an Arburg overhead horizontal linear robot with EOAT. The robot removes the finished parts – three sets of top and bottom dish parts – from the molding machine and places them on a conveyor belt. The EOAT has a metal plate with six suction cups to grasp the dish parts from the open mold and to release them onto the conveyor belt.
Ken Miller designed the six-cup suction EOAT based on the layout of the mold and the best location from which to pick up the part without compromising the integrity of the rather fragile polystyrene.
The manual process could produce up to 2,880 parts per day. Automating this role decreased the cycle time by 34% and increased the produced parts to 4,375 per day.
Job Three: A Vacuum-Tested Part
When done manually, this production and quality control (QC) process required a plate to be removed from a processing machine, stacked, vacuum tested, stacked again and boxed. Bruin added an overhead Omron cobot with suction EOAT that extracts the rectangular part from the molding machine. The cobot then moves into position above a conveyor belt and lowers to deposit the part on the conveyor belt. The conveyor takes the part to another area in the work cell where another EOAT with mechanical grippers picks it up, swivels and places it on a platform for vacuum testing to ensure that the part is leakproof.
Automating this process cut the cycle time by 25% and eliminated 3,120 hours of production time.
Bruin calculated the impact of all three automation projects as having a combined output increase of 109%, scrap reduction of 5.26% and annual savings of $432,000.
The company has had to do little or no maintenance on its cobots and robots. The automation is more efficient and cost-effective than manual processes, and it works well with Bruin’s lights-out production.
Next on the agenda, Bruin will continue its forward momentum in automating more manual labor jobs. Bruin also is looking to explore further into AI because the company finds it important to keep up with the ever-evolving world of plastics and technological advancements.
Eclipse Mold Automates Box Transport and Filling
Eclipse Mold, Inc., Chesterfield, Michigan, provides advanced mold building, Class A, two-shot and insert molding, along with precision manufacturing assembly, durable heat staking, sonic welding, kitting services and pad printing. Eclipse automated its part removal, sample part collection and boxing tasks for three identical injection molding lines. Ben Lawson, automation manager at Eclipse, offered insight into the automation project, an automated box-filling station.
Before automation, the three injection molding machines (with four cavities each) were tended by three people per shift. Quality control was an important aspect for these jobs, and there was regular part inspection to identify defective parts and to figure out which molding machine was producing the defects.
of Eclipse.
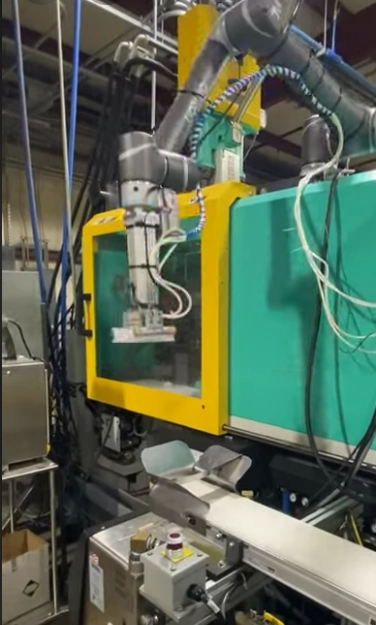
Eclipse added Wittmann gantry robots to handle part removal from the molds. In designing additional automation for these machines, Eclipse engineered a way to avoid using conveyor belts to move parts or boxes. The automation also is designed to keep the output from each of the machines and their individual cavities segregated.
“The robots in the box-filling stations are programmed to separate individual molded parts from a four-cavity mold,” Lawson explained. “We do this to facilitate quality control. Keeping each cavity of parts separate allows us to contain potential quality issues if a defect is related to an individual cavity. The automation eliminates the labor that was needed to sort through all four cavities’ parts for the quality issue if one were to arise.”
The automation also is designed to make quality inspection more efficient. “We do hourly quality sampling,” said Lawson. “The inspector now can press a button on the machine panel, and the robot will run a separate program that will take parts from all four cavities (one full shot) to a separate quality bin for the inspector to retrieve and review.”
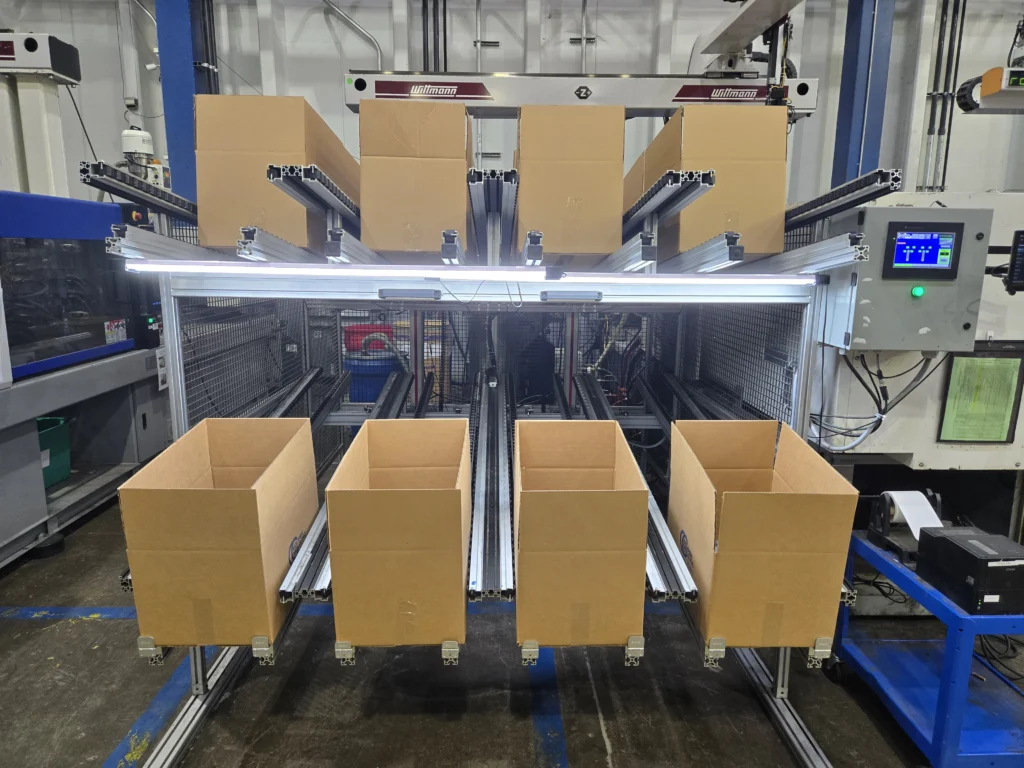
Each injection molding machine is adjacent to a box-filling station with four lanes of inclined ramps for boxes – one lane for each of the mold’s four cavities. “The box-filling station is top-fed,” Lawson explained. “We load empty boxes onto the upper level, and we unload the filled boxes from the lower level.” The station has a gravity and roller system for moving empty boxes into place, and a mechanism that moves the filled boxes down to a
lower- level inclined ramp for off-loading. An operator will load up to five empty boxes per lane for a total of 20 boxes. When the station is completely loaded with empty boxes, the molding machine and box-filling station can run for up to 16 hours without having to reload with empty boxes.
“Each station uses a Wittmann gantry (overhead industrial robot) robot to drop the parts into the individual boxes,” Lawson said. “Once the boxes are filled to a preset number of parts, the system uses pneumatic cylinders to lower the full boxes to gravity feed rollers and to index another set of empty boxes into place.”
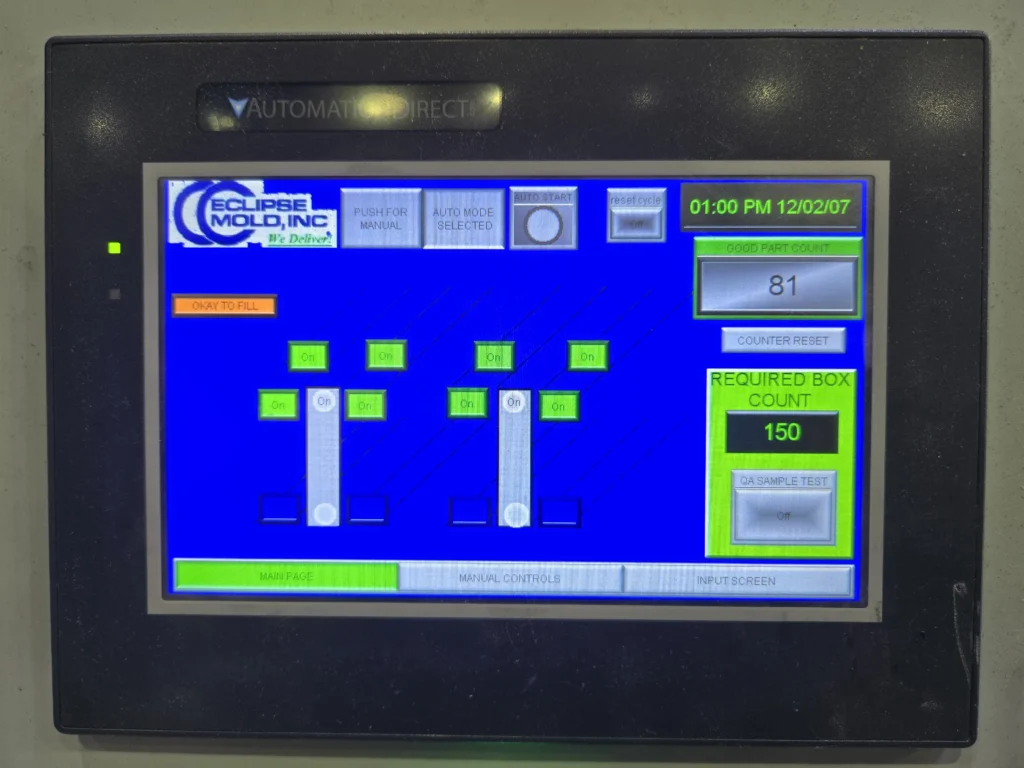
Eclipse’s innovative system eliminated the cost of installing expensive conveyor belts for each box station. “By using the shift registers and step sequencing in the PLC,” said Lawson, “we index and count the boxes using only a handful of cost-efficient proximity sensors and relays that track the positions of the empty and full boxes. The PLC interface displays when we can fill the boxes and when we must unload the full ones.”
Lawson explained the background for this project. “The design was created out of necessity during the COVID-19 pandemic,” he said. “Due to COVID-19 restrictions that limited how many workers could be on-site and due to a financial crunch stemming from dramatically scaled back work demand, we wanted to maximize our run time without human interaction and keep the investment cost down to a minimum. In looking at available ready-made systems, we found that one single box station would cost over $20,000 – and we needed 12 of them. So, we did a lot of R&D to come up with a simple, economical solution. We also watched YouTube videos of food industry applications and borrowed some of their ideas.”
The automation takes advantage of Automation Direct’s CLICK PLC for each injection mold machine. “The PLC uses a form of program language called Ladder logic,” said Lawson. “We programmed the logic to control the elevator system and to trigger the clamps that sequence the boxes into position for robotic filling.” The PLC uses several input and output control devices that control the boxes and the timing for moving boxes into position. The PLC also communicates with the robot and the molding machine to track when the filling process can be done and when it must be paused for box loading and unloading or maintenance. “The box-filling station PLC is hard wired to the robot and the molding machine using a relay interface system,” Lawson said. “The PLC itself communicates through Wi-Fi for program changes/monitoring and updates.”
The company reported that only minimal maintenance is required for the system. “Most components that we use – like sensors – have a very long life expectancy, and most relays are inexpensive and good for more than two million cycles,” said Lawson. “Our oldest box-filling stations have been in production for over four years, and we have not had any failures.”
Eclipse’s automation has had a real impact on operations. Suspect parts now are quickly and easily found, with the defects identified by mold number and mold cavity. The workforce for these molding machines was redeployed in the plant. One operator per machine per shift has been relocated since each box-filling station now can run up to 16 hours a day without supervision. The QC inspector checks the parts, tapes full boxes and loads empty boxes.
Lawson described the value of automation projects like the box-filling station. “This is important on several levels,” he said. “For one, quality; the robot separates a part sample each hour for quality checks. And the process separates the parts by cavity, so if there is an issue, our containment is limited to one box. Another benefit is in labor utilization and workforce comfort. This automation allows our floor people to work on several cells at a time, and it eliminates repetitive bending since the boxes now are positioned at an ergonomic height and the quality samples now are pulled by the robot.”
Eclipse now is focused on improving insert handling by automating its insert molding functions with flexible work cells, cobots and AI-enhanced vision systems to detect and control insert non-conformance before, during and after the process.
More information: www.bruinmfg.com and www.eclipsemold.com